

研磨パッドの貼り方と取扱い
準備
研磨パッドを貼る前に研磨装置定盤(プラテン)をエタノールで拭き取り、研磨スラリーや接着剤などの汚れと水分を十分除去します。定盤上に汚れや水分が残ったまま研磨パッドを貼付けても接着強度が不足し、研磨中のパッド剥がれの原因となります。
また、清掃後であっても定盤表面が結露している場合には、再度水分を拭き取ってください。
※研磨パッドを剥がした後の接着剤除去に最適な洗浄剤も販売しております。
貼付け
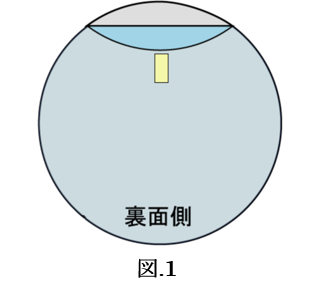
1.研磨パッドの離型紙を平坦な場所にて図.1の様に剥がして折り目を付けます。パッドを移動させるときには離型紙を剝がした部分が上になる様に両手で持ち無理な力がかからないように注意してください。
2.研磨パッドを定盤(プラテン)に置き、位置合わせを行います。
3.一部剥がした部分だけを貼付け工具を適宜用いながら定盤に貼付けます。
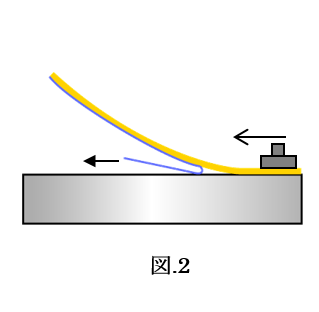
4.定盤を90度回転させ、図.2の様に離型紙を徐々に引っ張りながら貼付け工具で貼付けます。
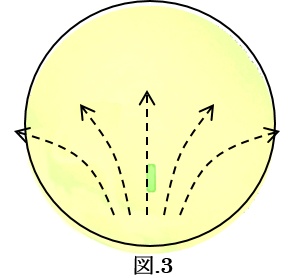
この時エア噛が起きない様、図.3のように中心から外側へ押付けながら貼付けます。離型紙は研磨後のパッド表面保護用に再利用できますので破棄しないでください。
5.末端まで貼付けたら定盤を更に90度回転させ、同様にパッド中心から外へ押し付けながら貼り付けます。特に外周部は「浮き」や「スラリー回り込みよる剥がれ」が起きやすいので、丁寧に貼付けます。

貼付け後の確認
1.貼付け後、研磨パッド表面に膨らみ(エア噛み)がないことを確認します。
2.外周部に「浮き・剥がれ」がないことを確認します。
3.パッド定盤への固定が安定するまで(剥がれ防止の為)荷重をかけながら少なくとも30分以上の養生時間を置きます。
新品の研磨パッドは、研磨に適した表面状態にする為の「ブレークイン(シーズニング)」を研磨前に行います。IC1000™やMH™・EXTERION™パッドなどのウレタンパッドには、ダイヤモンドコンディショナーを、SUBA™やSupreme™等不織布やスウェードのパッドには純水を流しながら回転中のパッドへナイロンブラシを押し当てて、パッド表面が初期の疎水状態から親水状態へ変化するまで整えます。
また、研磨中のパッドには削りかすやスラリー砥粒が一部残留する為、ウェーハ研磨加工処理を続けていくとスラリー保持能力低下・研磨レート低下・均一性の悪化が進みます。これを回復させる為研磨バッチ間にもブレークイン(シーズニング)同様のコンデショニング作業を実施することで研磨レートと面内均一性の回復を図ります。
研磨終了後の取扱い
研磨終了時には充分な量の純水を流しながら、再度パッド表面のコンデショニングを行います。
パッド表面を埃や乾燥から守る為、パッド貼付け時に剥がした離型紙などをパッド表面に貼付けた状態で保管してください。
新品/未使用品研磨パッドの保管
新品/未使用研磨パッドの理想的な保管方法は以下の通りです。
①温度:10-30℃
②湿度:50-60%
③水平保管:パッドを立てた状態で保管しない。
この条件下において使用期限は製造後1年間です。
低温・低湿度で保管されていたパッドは定盤からはがれやすくなるので、上記保管条件に留意願います。